
色差仪在进行色差评定时,是通过相应的色差公式对色差进行计算,然后给出相应的色差值。CMC和CIE94是色差仪中常见的两个色差公式,且都是以CIELab颜色空间为基础建立的色差公式。本文对色差仪CMC和CIE94色差公式计算是及应用做了介绍。

色差仪CMC色差公式含义及计算式:
CMC(l:c)色差公式,即引入明度权重因子l和彩度权重因子c,以适应不同应用的需求。该公式由英国染色工作者学会(SDC)颜色测量委员会(CMC)推荐后获得广泛应用。如英国于1988年正式采用其为国家标准(BS6923);1989年被美国纺织品染色家协会(AATCC)采用,并形成AATCC试验方法173-1989,其后又于1992年修订为AATCC试验方法173-1992,并于1995年成为纺织工业的国际标准ISO 105 J03“小色差计算”;我国纺织印染行业也等同采用该ISO国际标准为我国的国家标准。CMC(l:c)色差的表达式为:
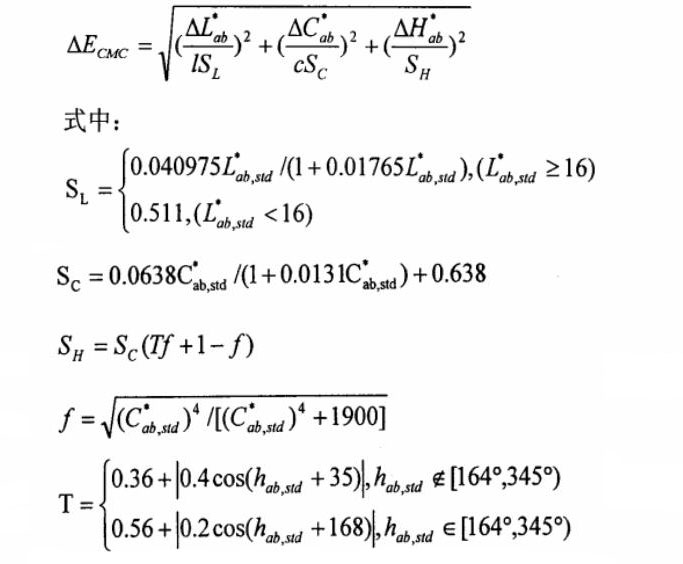
其中:L*ab,std、C*ab,std和h*ab,std均为标准色样的色度参数,这些值和上述公式中的△L*ab、△C*ab、△H*ab都是由CIELAB色差公式计算得到的;明度权重因子l和彩度权重因子c用来调整明度和彩度对总色差的影响程度,所以在不同的应用场合,应取其不同的比值。大量试验表明,在对色差的可接受性评价时,推荐采用l:c=2:1,如在纺织印染行业对产品的质量控制大多采用CMC(2:1)公式;而评价色差的可察觉性时,推荐采用l:c=1:1,如对数字系统的色度校正,以及涂料或塑料等行业一般采用CMC(1:1)公式。
色差仪CIE94色差公式含义及计算式:
国际照明委员会于1995年推荐用于工业色差评价的新色差公式,称为CIE1994(△L*△C*ab△H*ab)色差模型,简称CIE1994,其色差符号为△E*94。CIE94色差公式具有与CMC(l:c)色差公式相似的结构,但其权重函数要简单得多,其色差的具体计算公式为:
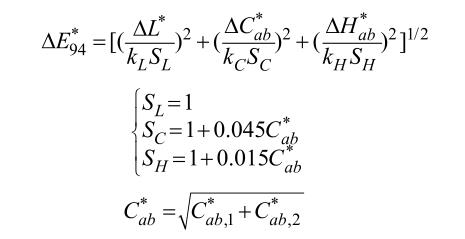
其中:△L*、△C*ab、△H*ab均由CIELAB色差公式计算得到。
CIE在推荐CIE94色差公式时,确立了一组适用于该公式的参照条件:
照明:CIE标准照明体D65模拟器
照度:1000lx
观察者:正常色觉
背景:均匀的中性色,L*=50
观测模式:物体色
样品尺寸:视角大于4°
样品分隔:直接边缘接触
样品色差幅度:0~5CIELAB单位
样品结构:无视觉明显图样或非均匀性
当实际的观测条件和应用场合不同于CIE94参照条件时,需要由参数因子kL、kC、kH来调整明度、彩度和色调分色差在总色差中的相对权重。这些因子的定义,应根据相关具体实验观测条件和要求进行分析确定。通常对于除纺织工业以外的一般应用,推荐采用kL=kC=kH=1;对于纺织工业,则建议采用kL=2,kC=kH=1。
色差仪CMC色差公式的应用:
由于CMC色差公式比CIELAB公式具有更好的视觉一致性,所以对于不同颜色产品的质量控制都可以使用与颜色区域无关的“单一阈值”,从而给颜色测量和色差的仪器评价带来了很大的方便。因此,CMC公式推出以后得到了广泛的应用,许多国家和组织纷纷采用该公式来替代CIELAB公式。1988年,英国采纳其为国家标准BS6923(小色差的计算方法),1989年被美国纺织品染化师协会采纳为AATCC检测方法173-1989,后来经过修改改为AATCC检测方法173-1992,1995年被并入国际标准ISO 105(纺织品-颜色的牢度测量),成为J03部分(小色差计算)。在我国,国际标准GB/T8424.3-2001(纺织品色牢度试验色差计算)和GB/T381016-1999(陶瓷砖实验方法第十六部分:小色差的测定)中也采纳了CMC色差公式。在印刷行业中,现行的国际标准和行业标准依然采用的CIELAB色差公式,部分企业在实际生产中发现了该色差公式的不足之处,在企业标准中开始采用CMC色差公式。
色差仪CIE94色差公式的应用:
CIE94色差公式是对CIE1976Lab色差公式的早期改进版本,计算比较简单,已经在很多场合得到了应用,也是目前印刷行业测量仪器和应用软件所支持的色差公式之一。在印刷包装行业中,科研工作者和生产质检人员已经意识到了CIE1976LAB色差公式的缺点,开始有意识地选用CIE94色差公式。一些生产检测设备的生产厂商也顺应潮流,在其生产的设备中开始集成CIE94色差公式,目前支持CIE94的仪器有很多,如:TS7036分光色差仪。但是实践表明,这个公式的改善效果并不太理想,使用过程中还存在一定的缺陷。

