
色差△E是指定量地对色知觉差异进行表示,通俗说法为一种颜色与另一种指定颜色色知觉差异数值的多少,可以通过色差仪测量后,再经过色差公式计算而得到这个差异值。本文对色差的单位及色差计算的方法做了简要的介绍。

色差ΔE的单位是NBS吗?
作为色差的计算单位,以前常用NBS(National Bureau of Standards),它与视觉之间的关系见下表。
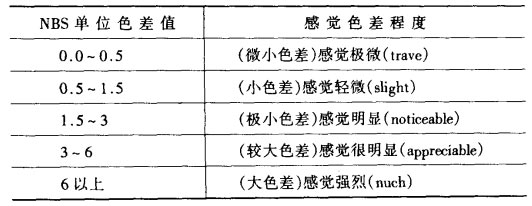
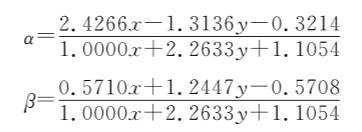
这一色差单位是以贾德(Judd)—亨特(Hunter)建立起来的色差计算公式的单位为基础推出来的,贾德最先建立起UCS色度图,这个色度图在很长一段时间内是美国色度计算的基础,然而在三角坐标中处理很不方便,后来斯科菲尔德(Scofeld)—贾德—亨特把它转换成了a—β色度图,该系统与x—y色度坐标之间的转换关系为:
利用这一色度坐标可按下式计算色差。
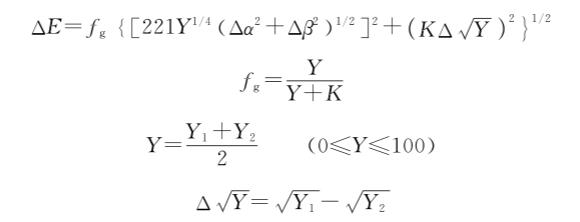
式中:K——光泽影响系数,测定纺织品时,K=10(受观测条件的影响)。一般在普通实验室中,有光泽的面取K=2.5,无光泽的面,取K=0,半光泽的面,取K=1。
fg——调整系数。
用这一色差式计算的色差单位为NBS单位,NBS单位曾被作为所有色差计算公式的单位,并且延续了很长一段时间。20世纪70年代以后,大量色差式相继出现,一律采用相同的标准计算单位既不可能,也没有必要。所以,就采取了标注计算公式的方法。如△ECMC、△ECIE等,不再使用NBS单位。
色差ΔE怎么获得?
色差的评估问题一直是颜色科学领域内和实际生活中一个重要问题,客观的测量或评价两个给定色样之间的色差,长期以来被认为是工业界异性非常困难而又迫切的问题。而且理想的色差公式的计算结果与目测应有良好的一致性,可真正使用近试统一的色差宽容度用于质量控制。因此,在基础色度学的基础上推导出一种色差公式和对应的色度空间,使得计算的色度值与目测结果较为均匀一致。
常用的色度空间是CIELAB色空间,它是利用L*,a*,b*三个不同的坐标轴,指示颜色在几何坐标图中的位置及代号。它是基于一种颜色不能同时既是绿又是红、既是蓝又是黄这种理论而建立起来的。一种颜色用CIEL*,a*,b*表示时,L*轴表示明度,黑在底端,白在顶端;+a*表示红色,-a*表示绿色;+b*表示黄色,-b*表示蓝色。任何颜色的色彩变化可以用a*,b*数值来表示,任何颜色的层次变化可以用L*数值来表示,用L*,a*,b*三个数值就可以描述自然界中的任何色彩,所有的颜色就以这三个值交互变化所组成。
颜色的深浅程度称为饱和度,其中:△L表示材料实际亮度与标准亮度之间的差值;△a表示材料颜色在偏红绿程度上与标准值之间的差值;△b表示材料颜色在偏黄蓝程度上与标准值之间的差值;△E表示实际值与标准值在L、a、b上的综合差值,即样品总色差,但它不能表示出样品的色差的偏移方向,△E数值越大,说明色差越大。
色差对颜色的管理来讲是非常重要的,若2个色样样品都按L、a、b标定颜色,则两者之间单项色差和总色差△E可用下列公式来计算:
明度差:△L=L*1-L*2
色度差:△a=a*1-a*2;△b=b*1-b*2
总色差:△E=[(△L)2+(△a)2+(△b)2]1/2
色差ΔE多少合格?
经常有用户问使用色差仪检查产品时数值相差多少为合格?其实正常情况下总色差大约0.8就能够分辨出色差,但是不同行业,不同厂家,不同产品的要求不一样,对色差要求有一定差异。在印刷行业因为色彩属于比较难控制的,所以,色彩范围要求相对而言比较宽松,只要在1.5-3这个范围以内都被认为是正常的。要是电子产品行业则要求色差控制在0.5以内,如果是纺织业色差要求是在2.0范围以内,它的色差范围也比较大,原因跟印刷行业差不多。而塑胶行业和涂料行业的色差都要求控制在1.0以内,如果超过了这个范围,那么,这样的产品无疑是不合格的,所以,大家在使用色差仪的时候需要根据具体的行业来看测出来的色差是否正常。

