
为了对颜色之间的差异值进行量化,色差仪的内部配置了多种类型的色差公式,其中作为常见的一个就是CIE94色差公式,该色差公式的符号为△E*94。本文对色差仪CIE94色差公式的特点及应用做了介绍。

色差仪CIE94色差公式说明:
1989年,CIE成立了技术委员会TC1-29(工业色差评估),主要任务是考察目前在工业中使用的在日光照明下进行物体色色差评价的标准。最终的提案在1995年作为CIE的技术报告被公布出来。该报告详细说明了为了新的色差公式在色差方面以前所做的工作。新公式的完整的名称是“CIE1994(△L*、△C*ab、△H*ab)色差模型”,缩写为“CIE94”,或色差符号△E*94。
很多因素影响了视觉评价,比如,样品的特性和观测条件。在联合了CIE的另外一个技术委员会TC1-28(影响色差评价的因素)的基础上,TC1-29充分认识到了影响色差的因素,并且对它们进行了详细的研究。在CIE94 公式中考虑到了一些因素,但是现在不可能考虑所有因素的影响,两个技术委员会共同规定了一系列参考条件,在这些参考条件下,参数给定了默认值,这时CIE94 公式的性能很好。在其它条件下,参数值的确定被认为是公式改进工作的一部分。这些适合于工业色差的评价的参考条件是:
1)同类样本;
2)样本间的色差△E*ab<5;
3)祥本并列放置;
4)颜色的评价人员的视觉正常,样本形成的视场大于4°;
5)照度为10001x,背景为L=50的灰,照明光源采用D65。
新的色差公式还是基于CIHLAB颜色空间。TC1-29认为在染色工业中该色差公式被广泛的接受和明度、彩度、色相的差别与人的感觉的统一是极为重要的。在计算有色材料的中小色差时,这个色差公式替代了以前推荐的色差公式。但是它没有作为颜色空间替代CIHLAB和CIHLUV。
色差仪CIE94色差公式特点:
CIE94公式包含一个新的项(△V),即色差的视觉量化值:
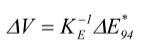
KE并不是作为商业色差测量来用,而是一个总的视觉因数(视觉灵敏度系数),在工业评定的条件下,设为1个单位,即△V =△E*94。
CIE94公式如下所示:
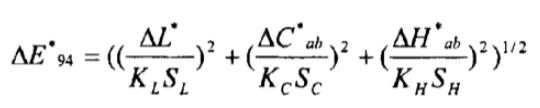
变量KL、KC和KH称为参数因子,通过它们可以改变相对半轴的长度,进而改变△L*、△C*ab、△H*ab的相对容忍度。在参考条件下,KL=KC=KH=1,使用条件和参考条件发生偏差时,会导致在视觉上每一个分量(亮度、彩度、色相)的改变,因而可以单独地调整色差公式中的各个色差分量以适应这种改变。例如,评价纺织品时,亮度感觉的降低,推荐使用KL=2,KC=KH =1,这时CIE94公式的计算结果和纺织品的视觉评价就比较接近。
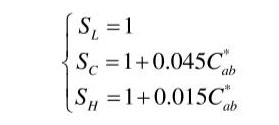
就像在CMC(l:c)公式中所做的一样,在CIE94中称为“权重函数”的椭圆半轴(SL、SC和SH)的长度允许在CIHLAB颜色空间中根据区域的不同进行各自的调整,其定义如下:
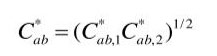
当一对颜色中的标准色和样本色明显不同时,则C*ab,1=C*ab.2。这种经过优化的方程的不对称性,导致了一对样本色之间的色差的不一致性,即颜色样本A和B,以A为标准和以B为标准计算的结果就不一样。在逻辑上如果没有样本作为标准色时,Cab可以用2个颜色的CIELAB的彩度的几何平均值表示,如下式:
色差仪CIE94色差公式应用:
CIE94色差公式实际上就是CMC(1:c)的一个修正版,它的优点在于:探讨了色差距离的均匀性和参量对知觉色差的影响,应用加权函数校正CIELAB空间的均匀性,与此同时定义一组基本条件,在基本条件下应用时无需对参量效应校正。推荐草案改进CIELAB空间的均匀性获得了预期的成功,而且该色差公式加权函数比△FMC-2和△ECMC色差公式简单得多。因此,CIE94色差公式在纺织工业中已经得到了广泛地应用。
在印刷包装行业中,科研工作者和生产质检人员已经意识到了CIE1976LAB色差公式的缺点,开始有意识地选用CIE94色差公式。一些生产检测设备的生产厂商也顺应潮流,在其生产的设备中开始集成CIE94色差公式,目前支持CIE94的仪器有很多,如:X-Rite530光谱密度仪、X-RiteSP60便携式球形分光光度仪、三恩时TS7036分光色差仪、三恩时NH310便携式色差仪等。

